Tämä on kertomus vanhan vm.1971 olevan David Brown 990 Selectamatic traktorin kannen kunnostamisesta.
Yleistä
Dieselkoneen valmistajat käyttivät vielä 1900-luvun loppuolella varsin yleisesti moottorien lohkojen ja kansien materiaalina valurautaa. Syitä oli useita mm. valutekniikka oli varsin orientoitunut valurautojen valamiseen ja valuraudan ominaisuudet sopivat muutoinkin suuresti lämpörasitetulle ja monimutkaisille rakenteille joista moottorien kannet edustivat hyvää esimerkkiä. Useat moottorivalmistajat varustivat kannet irroitettavilla ja lämpösovitteen avulla kiinnitettävillä venttiilien istukkarenkailla. Tämä pidensi huomattavasti moottorien ikää kun kulunut istukkarengas voitiin korvata uudella kun sen kuluneisuus ylitti koneistukseen tarvittavan mitan. Vanhojen traktoreiden suuren tuntikertymän ja osittain pehmeiden istukkarenkaiden ja venttiilipintojen vuoksi kannen kunnostustoimet tulevat ajankohtaiseksi kun moottorin käynnistyminen huononee puristuspaineen heikkenemisen vuoksi. Myös muita havaittavia haittoja voi ilmetä mm. öljyvuotoa venttiilivarren ja kannen välistä joka näkyy lisääntyneenä savutuksena ja öljynkulutuksena.
Työn suunnittelu
Kannen irroittamisen jälkeen ja venttiililukkojen ja venttiilijousien poiston jälkeen pääsin toteamaan kuinka kuluneet sekä venttii-istukat että venttiilit olivat. Aivan tyypillisesessä vanhan ja paljon käytetyn koneen keskimääräisessä kunnossa olivat tällä kertaa. Venttiileissä oli syvät kulumisrengasurat ja istukoissa kuluneisuutta joka näkyy mm. liian leveinä kosketuspintoina ja pieninä pistemäisinä syöpyminä. Tarvittavat toimenpiteet olivat heti selvillä eli: Venttiilit kannattaa uusia ja istukkarenkaat koneistaa oikeisiin mittoihin.
Kun kannen kunnostukseen tarvitaan kalliita työkaluja itsekunnostukseen tai kannen viemistä koneistamoon valitsin ensimmäisen vaihtoehdon mutta päätin valmistaa jyrsintyökalut itse.
Jyrsimien valmistus venttiilii-istukoille
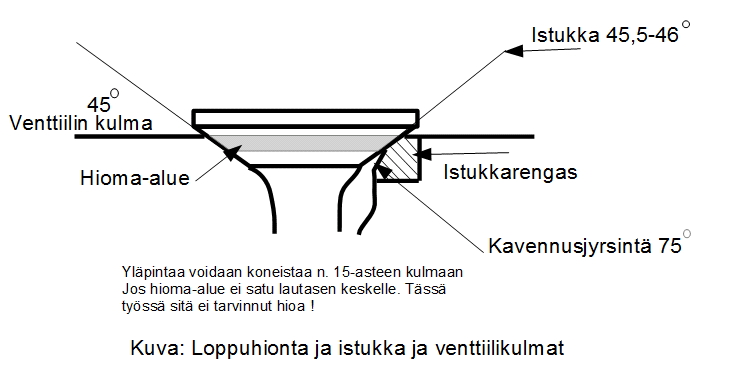
Kun kyseisessä kannessa sekä imu- että pakoventtiilit ovat samankoiset sekä varreltaan että lautaskooltaan jyrsimien valmiusmäärä jäi näinollen kahteen eri malliin. Kanteen jyrsitään kaksi- tai kolme eri kulmaa riipuen onko venttiili kannen tasossa vai upotettuna kannen palotilaan. Varsinainen venttiilin lautaskulma oli tässä moottorissa 45-astetta. (Varsin yleisesti käytetty) Lisäksi istukkapintaa piti saada kavennettua siten että sen leveys jäisi n. 1,3-2,5 milliin. Tämä kaventaminen tahtuu venttiilivarren puoleista reunaa jyrsien niin, että kosketuspinta jää venttiililautasen keskelle. Istukkapintoja koneistetaan vain sen verran että saadaan varmasti ilman syöpymiskuoppia oleva tiivistepinta. Liian suuri koneistaminen esim. jos istukkapinta on vaurioitunut pahoin, huonontaa dieselkoneissa puristuspaineita jotka taas vaikuttavat mm. kylmäkäynnitymisen onnistumiseen kun venttiilit on liian syvällä kannessa.
Ja sitten jysimiä rakentamaan

Sivukuva 45-asteen jyrsimestä, teräpalana sorvin kovametallipala TCMT16T304 (Käytetty teräpala jossa kärkien nirkot lohkeilleet !)
Jyrsimet on toteutettu remontissa ylijääminä olleilla venttiileillä koska venttiilinvarret sopivat tiukasti kannen ohjainholkkeihin ja lisäksi lautanen toimi hyvin mallina kun teräpalaa asettelin oikeaan asemaan. Yksinkertaisesti sitten vaan kulmahiomakoneella pois vajaa 1/4-venttiililautasesta siten että teräpala tulee sellaiseen asentoon että sille jää päästökulmaa leikkausta varten (Katso kuva alla)
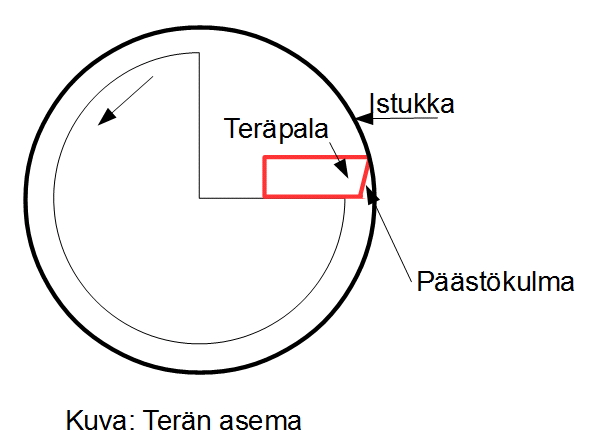

Kuva jysimen kiertopäädystä ja terästä
Seuraavaksi porasin ja kierteitin reiän teräpalan kiinnitysruuville. Tarkan mittailun jälkeen teräpala oikeaan kulmaan (Esim: 45,5-astetta) ja sitten hitsasin teräpalan tuet jotta teräpala ei pääse liikkumaan pyörähtämällä. Venttiilin ja istukan kulmien eroksi jätetään 0,5-1-astetta siten että jos venttiili on 45-astetta niin istukka silloin 45,5-46-astetta. Lisäksi lautasen keskelle hitsasin lyhyen M8 kuurioruuvin josta voi akkuporakoneen kuusiohylsyllä pyörittää työkalua. Toisen jyrsimen tein vastaavasti mutta eri kulmaan eli 75-astetta ja pienemmälle säteelle.
Työn suorittaminen
Koneistus oli varsin helppo suorittaa sillä kovametallipala syö istukkarengasta todella hyvin. Pyörimisnopeutta sekä painatusvoimaa on oltava suhteessa siten että työkalu ei ala värisemään. Tämä on ollut ongelma myös eri tyyppisillä tehdasvalmisteisilla jyrsimilläkin eli se vaatii hiukan opettelua. Varsinaisen venttiilikulman (45-astetta) koneistamisen jälkeen seuraavana oli koneistuspinnan kaventaminen sisäreunastaan se oli jo sitten huomattavasti helpompi toteuttaa kun koneistuksen pinnanlaadulla ei ole niin paljon väliä kuin edellisessä koneistuksessa.
Venttiili-istukoiden lopullinen hionta
Venttii-isukat hiotaan sitten uusilla venttiileillä hiontatahnaa apuna käyttäen. Ensin karkeammalla ja sitten viimeistelykarkaudella. Hionnassa seurataan miten ”harmaa” kosketuspinta muodostuu venttiililautaseen ja istukkaan kun kosketuspinta on muodostunut yhtenäiseksi ja sopivan leveäksi venttii on valmis vuotokokeeseen ja paikoilleen kanteen asennettavaksi juuri siihen istukkaan missä se on hiottu.
Niin, lopputuloshan aina kiinnostaa lukijaa:
Remontin jälkeen johon kuului myös sylinterien kevyt hoonaus ja männänrenkaiden vaihto moottorin käynnistettävyys parani merkittävästi. Remontin teko kannatti vaikka juuri kannen pelkkä kunnostamisen vaikutus jäi osittain peittoon samanaikaisesti moottoriin tehtyjen kunnostustoimien vuoksi. Pienen aistinvaraisen arvostelun perusteella ainakin moottorin ääni tuli hieman terävämmäksi ja imusarjaäänien osalta myös tasaisemmaksi. Useasti venttiilien vuotaminen on jo sillä asteella että imusarjassa on venttiilivuodosta johtuvaa vuorotelevaa paine-imuvaihtelua joka on aika selvästi aistittavissa.